
Chemical Milling
Immersion of a part in an etching solution to remove metal and leave a pre-determined design is the basic operation of the CHEM-MILL process. The cross-section of the finished part may show tapers, selected reduction in certain dimensions, uniform reductions in all dimensions, or a combination of these configurations.
A series of tanks filled with special solutions constitutes the chief equipment used in the etching operation. These tanks are arranged to permit rapid transfer of parts from one to another as etching and surface finishing or rinsing proceeds. The tanks are constructed of materials which resist the action of the etchant solutions and are fitted with auxiliary equipment to permit control of the solutions they contain and fumes which arise from them.
Etch tanks require several types of auxiliary equipment. They are fitted with heat exchanges for temperature control, agitation elements to aid in heat transfer as well as to maintain uniform concentration of chemicals throughout the tank, and float controls or warning devices to maintain proper fluid level. A venting system above the tank carriers fumes away from the operating area.
Baskets or racks are used for simultaneous etching of smaller parts, and these are shifted from ank to tank by an overhead monorail or bridge crane. Large parts which are impractical to rack may be handled individually by the crane. When the solutions require additions of chemicals in large quantities, the crane supplies a means of transport from the chemical storage are to the tanks.
Rinses and other solutions remove undesirable surface coating or deposits formed by the action of the etchant solutions. A rinse system is, preferably, a combination deep-rinse tank with continuous overflow gutters and a low pressure spray system above the overflow level. Agitation of the water in the deep rinse tank hastens rinsing action and reduces sludge or scale build-up in the tank. Most rinsing and surface finishing solutions are operated at or near room temperature, and since the heat generated by chemical reaction with immersed parts is slight, heat exchanges are unnecessary.
In order to insure uniform metal removal, etchants have been specially formulated which not only dissolve metal, but also control sludge formation, etch rate, and surface finish.
For example, in aluminum etch solutions, operated at high concentrations and temperatures; there is tendency for metals such as copper and zinc to plate out on the surface being etched, producing irregularities on the surface or the formation of a hard sludge. To avoid these faults aluminum etchants have been specially formulated which produce smooth, uniformly etched surfaces with no sludge problem.
Given the proper equipment and solutions with which to etch, the manufacturer is faced with one further question when considering a part for processing in his plant: How can the various shapes and depths be etched? Familiarity with the elementary guides presented here, plus a reasonable amount of practical skill will lead to the know-how needed for etching parts of various shapes and complexities.
Since the depth of metal removed is dependent upon the time of immersion in the etching solution, the etch rate for a particular metal or alloy must be determined prior to production of parts. Etch rate is the depth of metal removed from a surface by the etching solution per unit time, expressed in mils (thousandths of an inch) per surface by minute. This unit is abbreviated to M/S/M. A general formula for determining etch rate is:
E= S/T, where E= etch rate, M/S/M
S= depth of metal removed per surface, mils
T= time required to remove “s” metal, minutes
Practical etch-rates range from 0.5 to 1.5 M/S/M
Ordinarily, an etching solution is formulated to operate at a compromise concentration range where all alloys or heat-treat conditions of a metal will produce satisfactory results. In this range, a part formed from a specific alloy and heat-treated to a specific condition may show a variation in etch rate of as much a change in the concentration or temperature of an etching solution is necessary when etching particular alloys (if improved etching results from using a faster or slower etch rate).
In order to determine the correct time of immersion in the etchant, the rate of etch must be determined periodically through the work period and after any etchants additions are made.
The etch rate may be determined by immersing a small panel of material which corresponds to the material which is to be etched. If there are parts of 2004-T4 alclad to be run, the panel should be 2024-T4 alclad of approximately the same thickness. The test panel is cleaned, its thickness measured by micro meter and then immersed in the etchant solution: the panel is etched for a minimum of ten minutes, removed, rinsed, dried, and the thickness is again measured. If, in 10 minutes, 10 mils or .010” was removed from one side of the panel the etch rate is 1 M/S/M determined as shown below:
E= S/T = mils removed/side = 10
Time 10
= 1 Mil/Side/Minute or 1 M/S/M
The time of immersion to remove metal to a given depth can now be determined according to the formula.
T = S
E
Where T = Time, in minutes, required to etch surface to desired Depth
S = Mils of metal to be removed per surface
E = Etch rate of alloy in M/S/M
In the example mentioned, a .060” cut could be made in:
T = 60 Mils = 60 minutes or 1 hour
1 M/S/M
As soon as the operator becomes familiar with the etchant solution and the etching process he will know approximately what the etch rate is. He may, therefore, elect to determine the etch rate and immersion time using the production parts.
For Example: A 0.075” pocket is to be etched into a .125” sheet of bare 2024-T4. From experience, the operator knows that 2024-T4 etches at the rate of 1 M/S/M. It will therefore take approximately 75 minutes to etch the part. He first “mikes” the part (measures the thickness with a micrometer) and then etches it for approximately 35 minutes. He then rinses the part and “mikes” it again.
Original thickness 0.125”
Thickness after 35 minutes 0.085”
Using the formula E = S we have
T
The etch rate E = 40 mils/side = 1.14 M/S/M
35 min
Then, Time to go T = S = 35 Mils to go = 30.7 min
T 1.14 M/S/M
The operator then returns the part to the etch tank for 30.7 minutes or, if extreme accuracy is desired, the process is repeated after approximately 28 minutes.
There are four types of etch; All-Over, Selective, Step Cut and Taper Etching.
All-Over Etching: as the name implies, is the uniform removal of metal from the entire surface of the part. It is accomplished by immersing the clean, unmasked part in the etchant solution until the required metal has been removed. The immersion time is calculated as above.
Selective Etching: is accomplished in the same manner as all-over0 etching. The etch rate must be determined and the time of etching calculated, then the part is immersed in the tank and etched. Masked parts which are racked vertically should be rotated in the vertical place periodically to insure uniform, etch. The need for rotation is related to the depth of cut and the configuration of the part; therefore, only experience can indicate the frequency of rotation necessary. As soon as the desired depth is reached, the part is removed, rinsed and sent to the surface finishing tanks.
Step Cut Etching: a surface to different uniform depths is done by progressively exposing and etchings different areas. This can result in a cross- sectional configuration of several thicknesses in one area, or several areas of different thicknesses separated by “lands” of original stock thickness.
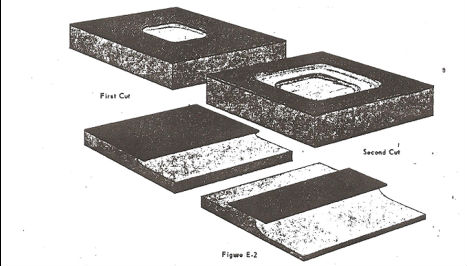
Etch-rate and etching time are determined as in all-over etching, the area initially exposed is that requiring the deepest cut. This area is etched to a depth equal to the difference between its finished depth and that of next deepest area.
The part is then removed from the etching solution, sensed, and returned to the scribing facility where the area requiring the second deepest cut is exposed. Now, both the initially exposed area and this area are etched simultaneously to a depth equal to the difference between the finished depths of the second and third deepest areas. This progressive etching and exposure of areas continues for as many cycles as are required to produce the cross-sectional profile desired. The final etching operation removes metal in all areas to bring them to the finished dimensions.
Dimensions here are additive, and good production procedure dictates etching as close as possible the mean of tolerance. If lands separate areas to be etched to different depths, a single template is used for all scribing operations. If different depths are required in the same area, not separated by lands, scribing is made easier by using a separate template for each depth
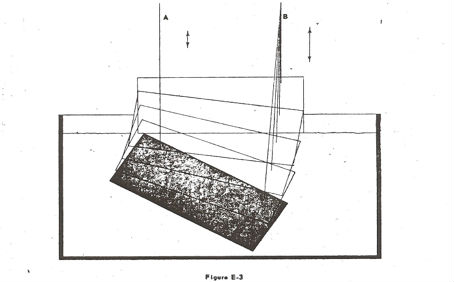
A second major type of etching is tapering, and the process is well suited for this operation. Uniform tapering in one direction is done by lowering the part into the etching solution at a pre-determined rate, then removing it from the solution at the same rate, the cycle being repeated until the part is finished. The final pass should be into the etchant solution to prevent excessive smut build-up and bake on. This allows a uniform increase in metal removal toward the lowest point.
The tapering operation involves the use of a variable speed hoist which can be preset at a rate determined by the length of the part, degree of taper, and etch rate. One complete cycle of immersion and withdrawal constitutes a distance traveled equal to twice the length of the part (if the entire part is to be tapered) or twice the length of the section to be tapered, when less than the total length is to be tapered. From this information the minimum rate of immersion and withdrawal is calculated according to the following formula:
R = 2 x L x E Where R = Hoist rate, inches per minute
S
L = Length of taper, inches
E = Etch rate, M/S/M
S = Difference in depth of cut per surface of least metal
removed to point of greatest removal in mils.
For Example: A part 120” long is to be tapered from 0.125” to 0.040” on one side only. The etch rate is 1.2 M/S/M.
R = 2 X 120” X 1.2 M/S/M = 288 = 3.4”/M
125—40 M/S 85
The hoist speed should be 3.4 inches/minute if only one cycle is desired. It is recommended that 5 to 10 cycles be used with the last half of the cycle being an immersion rather than a withdrawl in order to minimize smut fomration and “bake-on” of a smut.
In the above example the hoist speed Rx 5=17 inches/minute would give the hoist speed if the taper is made in five out-in cycles rather than one. The part can be immediately immersed in the etchant solution and then withdrawn at the calculated rate. The final pass would then be into the etchant solution followed by immediate withdrawl of the part.
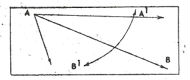
Complex tapers may be made by employing a circular form of immersion and withdrawl and shown-above.
Point A moves at a speed which is less than the speed at which point B moves.
The part is then tapered radially out from Point A to say,
Point B. The part is also tapered from Point A to Point B.
After rinse, aluminim parts go to a smutting bath where oxide film and “smut” deposits are removed. After a final rinse, they are transferred to the mask removal facility

<---Click On the Logo to see more
High Tech Etch specializes in the chemical milling of all aluminum alloys. The process part size and approvals are as follow:
Maximum part size for chem mill: 18' length x 5' wide aluminum parts all temper.
High Tech Etch is approved by Boeing Aircraft, Gulfstream, Northrop/Grumman, UTC (Goodrich Aerostructures).
High Tech Etch can offer you great pricing, excellent service, and quality. The company's quality record is one of the best in the industry. We are Nadcap and ISO9001: 2008/AS9100D certified. We are located in Hesperia, California approximately 90 miles northeast of Los Angeles; we offer free pick-up and delivery in the greater Orange County and Los Angeles County area.
High Tech Etch also offer job complete (turnkey), aluminum purchase then heat treat, formed, chem milled and finished or prime to customers approval.
17469 Lemon Street
Hesperia, CA 92345
(760) 947-7694 Fax (760) 244-9920
To receive a free quote email us at: willa@hightechetch.com ask for Will Ashford (Sales/Marketing)
High Tech Etch can offer you competitive pricing, the best service, and excellent delivery. Here are some technical information on Chemical Milling in which we specialize.

Copyright © 2022 High Tech Etch. All Rights Reserved.









